基于熱電偶法的高速銑削溫度檢測系統(tǒng)設(shè)計
發(fā)布時間:2021-10-28
瀏覽次數(shù):
[摘要]介紹了基于熱電偶法對高速銑削過程中切削溫度采用接觸式測量的計算機輔助測溫系統(tǒng)。采用自然
熱電偶測量刀具一工件界面溫度,采用標準熱電偶檢測工件表面和內(nèi)部溫度分布。為高速銑削加工中切削溫度的測量提供一定的借鑒。
金屬高速切削過程中,切削溫度對刀具磨損、工件尺寸精度等有至關(guān)重要的影響叫。因此,研究金屬加工過程中工藝參數(shù)(如切削速度、切削寬度、切削深度、冷卻方式等)對切削溫度的影響極為必要[-3]。常用的高速研究切削溫度的方法有熱電偶法、紅外熱像儀法、光纖紅外法、金相結(jié)構(gòu)法等4。本文介紹一種通過標準熱電偶法和自然熱電偶法測量高速銑削加工界面溫度進而研究銑削溫度與加工參數(shù)間關(guān)系的測量系統(tǒng)。
1測溫系統(tǒng)設(shè)計
1.1刀具、工件材料,標準熱電偶和機床參數(shù)
(1)高速銑削條件下,選用8mm直徑4刃硬質(zhì)合金立銑刀,表面涂層材料為TiAIN,工件材料選用S136(0.35%C,13.8%Cr,0.6%Mn,0.3%V,0.8%Si),表面淬火處理至50HRC。
(2)常規(guī)銑削條件下,選用8mm直徑4刃普通硬質(zhì)合金立銑刀,工件材料選擇45鋼,表面硬度經(jīng)熱處理至23HRC。
(3)加工前工件材料經(jīng)線切割加工成多塊,
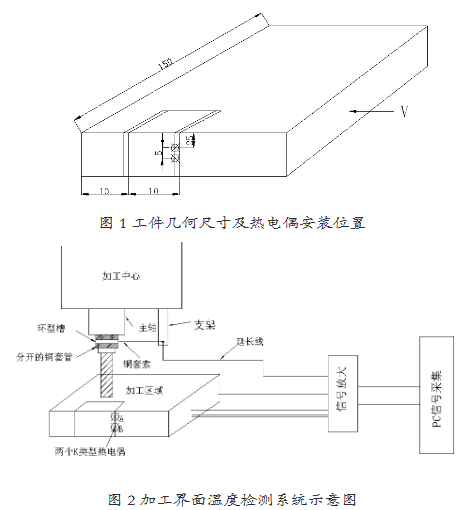
K型標準熱電偶與工件封裝成一個整體后與機床絕緣。熱電偶的測溫精度可達0-1200℃(±0.2℃),滯后時間<1s。刀具與工件組成的自然熱電偶電壓信號經(jīng)過放大、濾波后采集至PC。工件幾何尺寸及熱電偶安裝位置如圖1所示。
機床選用大連機床廠生產(chǎn)的FUNAC立式加工高速中心VDF-850,主軸最高轉(zhuǎn)速為15000r/min.
1.2自然熱電偶檢測方法
當銑削過程中產(chǎn)生高溫時,由于刀具和工件材料的不同,工件-刀具接觸界面可看成熱電偶的熱端,相對于冷端(兩者的冷端均暴露在空氣中,可認為溫度近似相等)會產(chǎn)生熱電動勢。熱電動勢采集至信號處理電路后再送至PC,通過與實驗標定兩種材料的熱電特性曲線對照即可測量銑削加工的刀具-工件界面溫度。檢測系統(tǒng)結(jié)構(gòu)如圖2所示。刀柄上安裝銅質(zhì)套筒,中間開有弧線型槽,通過套在槽中的導(dǎo)線將自然熱電偶中的刀具端(熱端),經(jīng)信號放大器,再經(jīng)過信號處理電路送至PC。
1.3加工參數(shù)設(shè)計
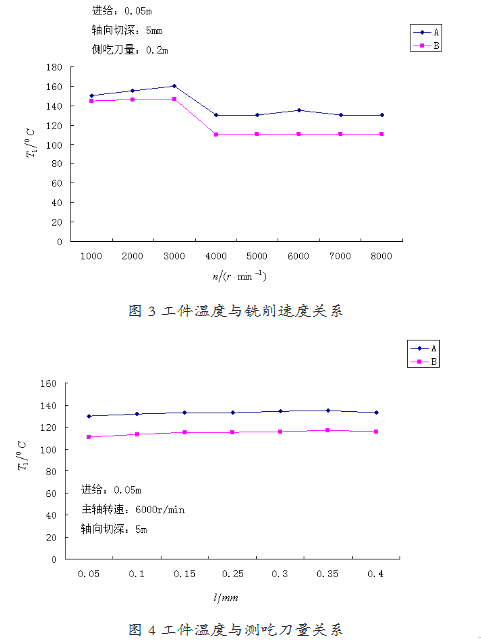
(1)主軸轉(zhuǎn)速分別設(shè)定為1000,2000,4000,5000,6000,7000,8000r/min。銑削深度為5mm。側(cè)吃刀量為0.2mm,每齒進給量為0.05mm。固定上述參數(shù),研究銑削速度與銑削溫度之間的關(guān)系。
(2)側(cè)吃刀量分別設(shè)定為0.05mm,0.10mm,0.15mm,0.25mm,0.30mm,0.35mm,0.40mm,主軸轉(zhuǎn)速6000r/min,銑削深度為5mm,每齒進給量為0.05mm。固定上述參數(shù),研兗側(cè)吃刀量與銑削溫度之間的關(guān)系。
2實驗結(jié)果及原因分析
2.1工件溫度
銑削速度與工件溫度之間的關(guān)系如圖3所示,隨著銑削速度提高,工件溫度增幅很小。而當銑削速度超過一個臨界值時,工件溫度有明顯下降過程,隨后保持穩(wěn)定。
從圖4中可以看出,側(cè)吃刀量大小對工件溫度的影響甚微。
2.2刀具-工件界面溫度
在低速銑削過程中,硬質(zhì)合金刀/45鋼界面溫度與主軸轉(zhuǎn)速關(guān)系如圖5所示,界面溫度與主軸轉(zhuǎn)速近似呈線性,這與傳統(tǒng)的切削理論吻合。TiAIN涂層刀具/S136界面溫度與主軸轉(zhuǎn)速關(guān)系如圖6所示,雖然工件表面硬度更高,涂層刀具高速切削時切削溫度遠低于普通硬質(zhì)合金刀具。界面溫度隨主軸轉(zhuǎn)速升高,但當主軸轉(zhuǎn)速超過4000r/min時,界面溫度變化很小。

3結(jié)論
本文基于熱電偶原理動態(tài)采集高速銑削過程中切削溫度,并:分析切削溫度與切削參數(shù)間關(guān)系。通過合理放置傳感器位置,系統(tǒng)能夠檢測工件表面和內(nèi)部的溫度分布和刀具-工件界面溫度。研究結(jié)果表明在某臨界速度以下,隨著銑削速度提高,工件表面溫度增幅很小。而刀具工件界面溫度與切削速度變化關(guān)系近似呈線性。當銑削速度超過臨界值時,工件溫度有明顯下降過程,隨后保持穩(wěn)定。而刀具-工件界面溫度則變化較小。側(cè)吃刀量的大小對于切削溫度幾乎沒有影響。

