Pt100溫度傳感器引線焊接方法試驗
發布時間:2023-02-20
瀏覽次數:
摘要:采用電阻壓力焊和超聲波焊對
Pt100溫度傳感器芯體引線與銅多股連接線進行焊接,研究不同焊接制造工藝對Pt100傳感器可靠性影響。試驗結果表明,電阻壓力焊和超聲波焊的焊接外觀、接頭力學性能、電阻特性和允差值等,均滿足GB/T30121--2013《
工業鉑熱電阻及鉑感溫元件》要求,可靠性和焊接結果的重復性也較好。
1概述
隨著列車運行速度的不斷提高,軌道車輛安全可靠性受到人們的高度關注,對軌道車輛監測系統的要求也越來越高。Pt100溫度傳感器具備應用溫度范圍廣、穩定性好、測量精度高等優點,在軌道車輛監測系統有廣泛而重要的應用。
Pt100溫度傳感器芯體引線與連接線常采用電阻碰焊方法焊接。電阻碰焊是利用正負兩極在瞬間短路時產生的高溫電弧來熔化焊料或被焊材料,來達到使它們結合的目的。電阻碰焊工藝對焊工的水平和經驗要求高,人工操作無法在保證引線長度的同時,嚴格控制接頭熱輸人,常出現引線過熱燒損或焊接引線熔人不足現象,焊接結果的重復性較差。
Pt100溫度傳感器作為軌道車輛監測系統的重要元件,其性能的優劣直接影響人們對軌道車輛運行安全可靠性的判斷。而傳統焊接方法焊接結果的重復性較差,存在大量焊接不合格品。因此,采用電阻壓力焊和超聲波焊對Pt100溫度傳感器芯體引線進行焊接,對比分析外觀檢測、RT檢測、電阻測試、常溫力學性能測試、熱態力學性能測試、允差測試等測試結果,開展可靠性試驗驗證。
2試驗材料與方法
2.1試驗材料
試驗材料為直徑約0.2mm表面鍍鉑的鎳絲傳感器芯體引線和直徑約0.5mm表面鍍鋅的銅多股連接線、傳感器芯體引線和連接線如圖1所示。

2.2試驗方法
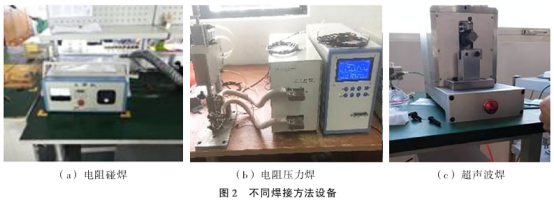
分別用電阻碰焊、電阻壓力焊和超聲波焊對傳感器芯體引線與多股銅連接線進行焊接。不同焊接方法設備如圖2所示。
焊接完成后所有試樣采用X射線儀(YXLON)進行RT檢測,檢測是否存在芯體引線燒損和熔人不足的現象。完成檢測后,部分試樣在材料試驗機上進行拉伸試驗;部分試樣制作Pt100溫度傳感器半成品試樣,并在制冷恒溫槽和溫度自動檢定系統中對傳感器半成品試樣進行30℃和100℃的允差值檢測;部分試樣制作Pt100溫度傳感器成品試.樣,并根據相關標準對成品試樣進行驗證試驗。傳感器成品試驗順序、項目及參考標準見表1。

3試驗結果與分析
3.1外觀檢測
采用20倍放大攝像頭檢測引線和連接線焊接處外觀。不同焊接工藝焊縫外觀如圖3所示。從圖中可知,電阻壓力焊和超聲波焊銅線和傳感器引線焊縫表面都無明顯毛刺、凸起及引線彎曲現象,不影響后續工序膠裝及性能,符合封裝要求,而電阻碰焊焊接表面存在凸起焊珠。
3.2電阻測試
對Pt100傳感器進行電阻測試,電阻壓力焊、超聲波焊與電阻碰焊試件的電阻值都是1100,符合CB/T30121--2013鉑熱電阻分度表要求,電阻壓力焊和超聲波焊工藝不影響產品電阻性能。
電阻壓力焊是通過電極施加壓力,利用電流流過接頭的接觸面及鄰近區域產生熱量進行焊接。超聲波焊是利用超聲波的高頻振動波傳遞到需焊接的物體表面。在加壓的情況下,使焊件接觸表面產生強烈的摩擦作用,形成分子間的熔合實現焊接。在超聲波焊焊接過程中,沒有電流流過焊件,也沒有外加高溫熱源,是--種特殊的固態壓焊方法[4←61焊接質量主要依靠RT檢驗來控制,通過RT檢驗底片來觀察是否存在引線熔人不夠、引線燒損等不合格情況。不同焊接工藝焊接接頭RT檢驗結果如圖4所示。

從圖4可知,電阻焊和超聲波焊試樣傳感器引線熔人銅連接線的長度都和搭接長度一致,傳感器引線也可控制在銅連接線中心,銅連接線與引線連接處不存在熱輸人過大引發的引線燒損現象。而電阻碰焊是通過短路高溫來熔化被焊材料,在焊接過程中,無法在保證引線長度的同時,嚴格控制接頭熱輸人,常出現引線過熱燒損或焊接引線熔人不足現象。
電阻碰焊焊接質量主要依靠RT檢驗來控制。目前,電阻碰焊的合格率僅為70%。通過分析22件試樣焊接數據可知,超聲波焊除前期1件用于調試焊接參數外,其余21件焊接合格率為100%。電阻壓力焊除前期2件用于調試焊接參數外,其余20件焊接合格率為100%。這是由于電阻壓力焊和.超聲波焊可以調整壓力、焊接時間或振蕩頻率等參數。這樣,既可保證焊接時間和搭接長度一致,又可消除人為操作偏差,避免引線過熱燒損及焊接過程中銅線和芯體引線搭接長度縮短。
3.3力學性能測試
將電阻碰焊、電阻壓力焊和超聲波焊試樣分別在常溫(25℃)和250℃進行拉伸測試,每種焊接工藝拉伸3件試樣,取其平均值。不同焊接工藝試樣力學性能測試結果如圖5所示。

從圖5數據可知,常溫下電阻壓力焊和超聲波焊與電阻碰焊試樣極限拉力值無明顯差異。
不同焊接工藝試樣拉伸斷口如圖6所示。

常溫下進行拉伸試驗,在13N力下保持1min,電阻碰焊、電阻壓力焊和超聲波焊試樣均未出現裂紋、撕裂等缺陷,外觀保持良好。從250℃極限拉力測試結果可知,3種焊接工藝均滿足力學驗收客戶驗收要求:熱態極限拉力不低于常溫極限拉力50%,電阻壓力焊與超聲波焊無顯著差異,且拉斷試樣均斷裂在引線母材處,未在焊縫和熱影響區。通過力學測試可知,3種焊接工藝其焊縫力學性能均能滿足使用要求,即常溫極限拉力不低于8N。
3.4允差檢測
依據CB/T30121--2013,允差是指鉑熱電阻實際的電阻-溫度關系偏離分度表的允許范圍。不同焊接工藝溫度允差見表2。

每組焊接工藝檢測2件試樣。從測試結果可知,3種焊接工藝半成品試樣30℃和100℃環境下都滿足允差標準要求:B級30℃允許范圍為±0.45℃,B級100℃允許范圍為±0.8℃。
3.5成品試樣可靠性驗證
為進一步驗證超聲波焊接和電阻壓力焊對芯體引線和銅連接線焊接點的可靠性,對Pt100傳感器成品試樣分別進行振動試驗、極限溫度試驗和溫度循環試驗,每種焊接工藝測試6件試樣。
2種焊接工藝試樣3次振動試驗后試驗數據見表3。

2種焊接工藝試樣極限溫度試驗后試驗數據見表4。

2種焊接工藝試樣溫度循環試驗后試驗數據見表5。

信號線對屏蔽線之間、信號線和屏蔽線對傳感器外殼之間的絕緣電阻都大于9999MΩ。依據GB/T30121-2013要求,在常溫條件下,用1000V直流兆歐表測量傳感器信號線對屏蔽線之間、信號線和屏蔽線對傳感器外殼之間絕緣電阻,絕緣電阻應大于200MΩ。0℃電阻值應符合B級允差(±0.3℃)要求。用500V直流兆歐表測量傳感器信號線和屏蔽線對傳感器外殼之間絕緣電阻,高溫絕緣電阻應不小于10MΩ。從振動試驗、極限溫度試驗和溫度循環試驗的數據可以看出,所有試樣0℃允差值都符合B級允差(±0.3℃)要求,絕緣電阻值也都大于200MΩ。通過以上試驗結果得出,電阻壓力焊和超聲波焊接試樣焊接可靠性滿足使用要求。
4結論
電阻壓力焊和超聲波焊2種焊接工藝試樣的焊接外觀、接頭力學性能、電阻特性和允差等性能均良好,2種焊接工藝并無顯著性差異,均滿足GB/T3012-2013要求。電阻壓力焊和超聲波焊可通過參數設置消除因為人為操作因素產生的偏差,避免芯體引線過熱燒損及焊接過程中銅線和芯體引線搭接長度縮短,焊接結果的重復性較好。相比常用的電阻碰焊工藝,電阻壓力焊和超聲波焊能顯著提高傳感器引線焊接合格率,有望替代電阻碰焊工藝。

