發電廠304不銹鋼熱電偶套管開裂原因
發布時間:2024-11-11
瀏覽次數:
摘要:某發電廠
304不銹鋼熱電偶套管發生開裂現象,采用宏觀觀察、壁厚測量、化學成分分析、金相檢驗、硬度測試、掃描電鏡和能譜分析、浸水試驗等方法對套管開裂原因進行分析。結果表明:套管的表面質量差,在CI和S2的作用下,套管產生應力腐蝕裂紋;空氣中的冷凝水沿著微裂紋進入套管內,冷凝水被絕緣材料(主要成分為MgO)吸收,導致套管絕緣層體積膨脹,加速了套管的應力腐蝕開裂。
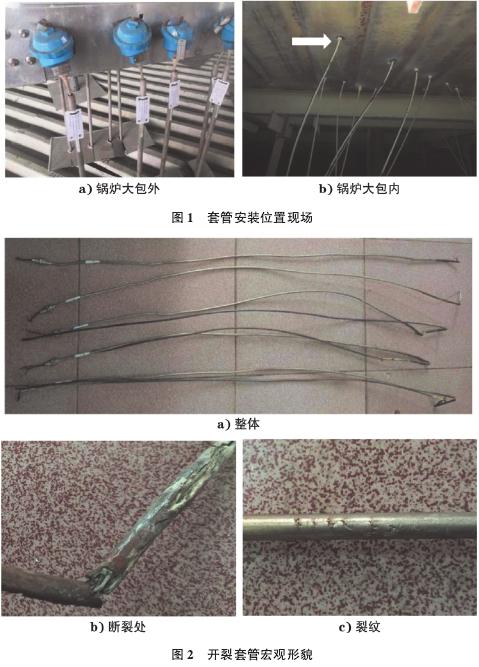
某發電廠鍋爐頂部大包內含有用于測量內部管件、管屏、集箱等部件壁溫的
K型工業用鎳鉻-鎳硅熱電偶,該熱電偶位于304不銹鋼套管內,套管安裝位置如圖1所示。304不銹鋼熱電偶套管(簡稱套管)在服役3個月后出現成批開裂現象,銹蝕開裂部位為圖1b)中箭頭所指區域。經了解,該熱電偶通過預埋的套管穿過爐頂大包頂壁(保溫平板層厚度約為300mm),大包內部溫度約為100℃,大包外部溫度為35~45℃。
采用宏觀觀察、壁厚測量、化學成分分析、金相檢驗、硬度測試、掃描電鏡(SEM)和能譜分析、浸水試驗等方法對套管開裂原因進行分析,以保證發電廠的正常運行,避免該類事故再次發生。
1理化檢驗
1.1宏觀觀察
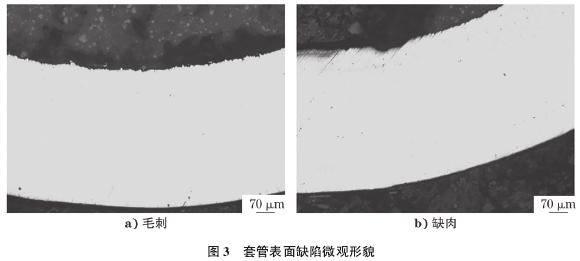
每根開裂套管都有不同程度的銹蝕,嚴重部位甚至發生斷裂現象,銹蝕最嚴重部位約處于熱電偶1.0~1.2m位置。保護套管斷裂處表面附著白色、紅.褐色的腐蝕產物,套管破裂處均呈現向外膨脹狀,未斷處也存在分布及形態各異的裂紋,這些都是由不均勻點腐蝕引起的。一.般情況下,不銹鋼的點腐蝕與服役環境中的氯離子、硫酸根離子有關。開裂套管宏觀形貌如圖2所示。
1.2管壁厚度測量
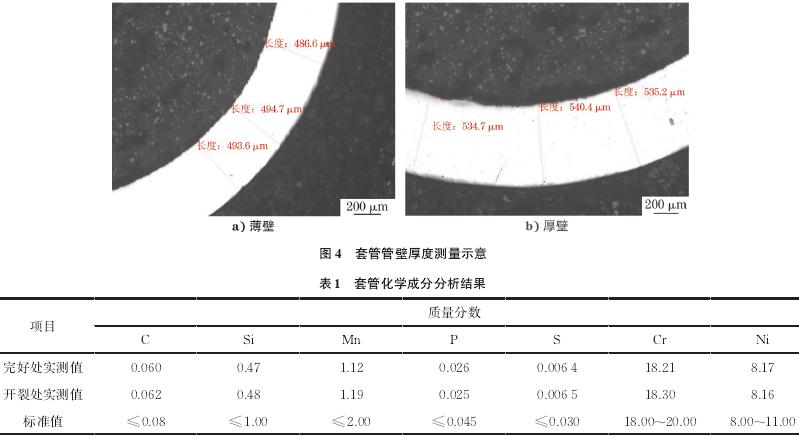
在完好的套管.上截取試樣,將試樣鑲嵌、拋光后,置于顯微鏡下觀察,結果如圖3所示。由圖3可知,套管表面存在毛刺、缺肉等表面缺陷。對管壁厚度進行測量,結果如圖4所示。由圖4可知,管壁壁厚不均勻,薄璧處厚度約為491.6μm,厚壁處厚度約為536.8μm。
1.3化學成分分析
在套管完好處、開裂處分別截取試樣,對兩個試樣分別進行化學成分分析,結果如表1所示。由表1可知:兩個試樣均符合GB/T20878-2007《不銹鋼和耐熱鋼牌號及化學成分》對304不銹鋼的化學成分要求。
1.4金相檢驗
在套管未腐蝕開裂處截取試樣,將試樣鑲嵌、拋光、腐蝕后,置于光學顯微鏡下觀察,結果如圖5所示。由圖5可知:心部組織為等軸奧氏體,內外表面組織為板條狀馬氏體。在軋制擠壓、拉拔等形變應力的作用下,套管內外表面形變最先傳遞到奧氏體晶粒之間,使得晶界上的變形迅速增大,位錯也隨之增多,畸變能增大,使馬氏體晶界處優先形核并迅速長大。在應變持續增大的情況下,奧氏體晶粒也發生不同程度的形變,使得晶粒內部的位錯增多.畸變能增大,為馬氏體的形核與長大提供了有利條件,因為晶粒內部的變形與晶界不一致,所以晶界處的結構起伏比晶粒內部的結構起伏程度更大田。
1.5硬度測試
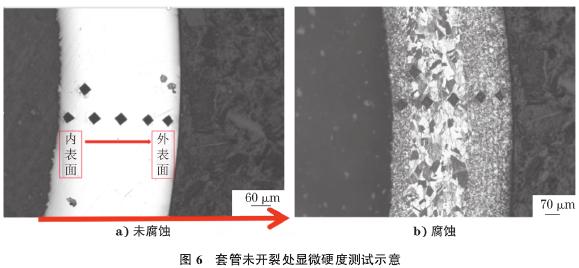
在套管未腐蝕開裂處截取試樣,將試樣鑲嵌、拋光后,對其進行顯微硬度測試(見圖6),測得由內到外的硬度依次為253,217,207,260,265HV,可見材料硬度分布不均勻,靠近內外表面的硬度偏大,這是由于內外表面受加工工藝的影響,產生了加工硬化。
1.6掃描電鏡和能譜分析
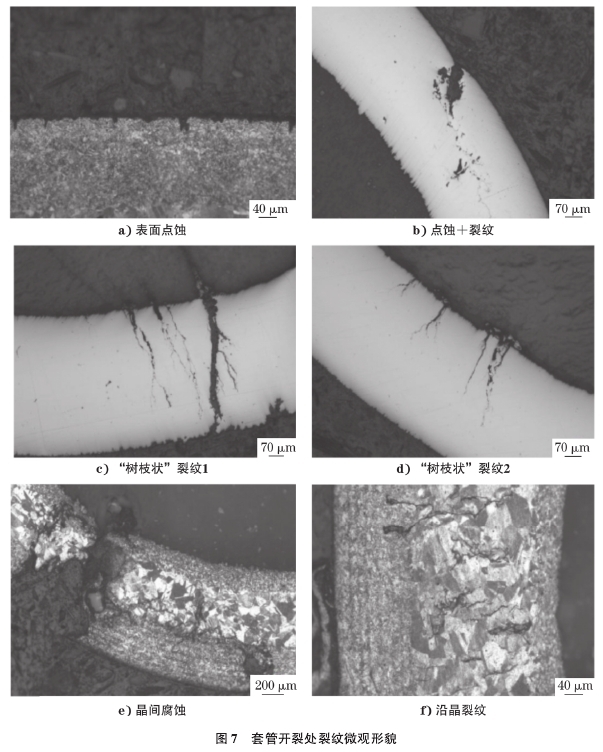
對套管開裂部位取樣,將試樣置于掃描電子顯微鏡下觀察,結果如圖7所示。由圖7可知:管壁表面存在大小不一的點蝕坑[見圖7a)],在殘余拉應力的作用下,點蝕坑底部的氧化膜破損,裸露的新基體繼續腐蝕溶解,進而在腐蝕坑底部形成微裂紋間[見圖7b)],微裂紋最終擴展形成粗大的裂縫[見圖7c),7d)];在主裂紋附近存在一些次生裂紋,有些為穿晶擴展裂紋,有些則為沿晶擴展內裂紋[見圖7e),7f)],裂紋呈樹枝狀分布。由裂紋的形貌特征可知,該裂紋為不銹鋼在CI、SO2-等腐蝕性環境中產生的應力腐蝕裂紋。
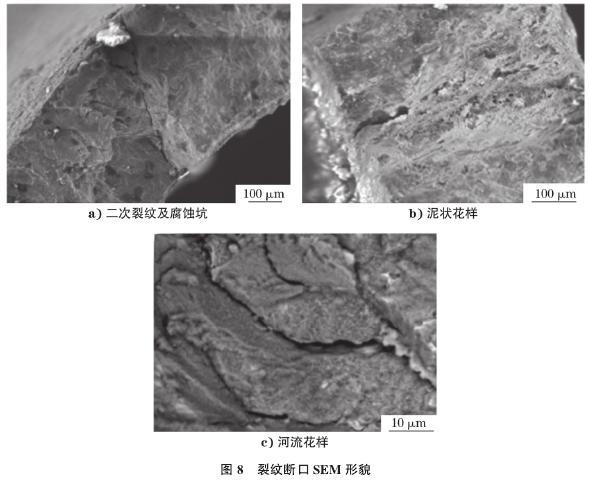
對開裂套管裂紋斷口進行SEM分析,結果如圖8所示。由圖8可知:斷口可見大量二次裂紋和腐蝕坑[見圖8a)];內外表面具有龜裂狀腐蝕產物,形成泥狀花樣及河流花樣[見圖8b)、8c)],泥狀花樣是奧氏體不銹鋼在含有CIT介質中發生應力腐蝕后的斷口形貌特征午。
套管表面腐蝕產物能譜分析結果如圖9所示。由圖9可知:氧元素含量在腐蝕產物中占比最大,說明氧化比較嚴重;同時還可看到Mg元素的含量較高,套管內絕緣層(主要為MgO纖維)中的Mg2+沿裂紋從內表面擴散到外表面;其次,腐蝕產物中還存在C1、S元素,這表明腐蝕產物中有氯化物和硫化物;另外,Cr元素含量明顯較低,這表明Cr元素與0元素形成的致密保護膜破損,裸露出新鮮的基體,使得腐蝕裂紋進-步擴展圖。
1.7浸水試驗
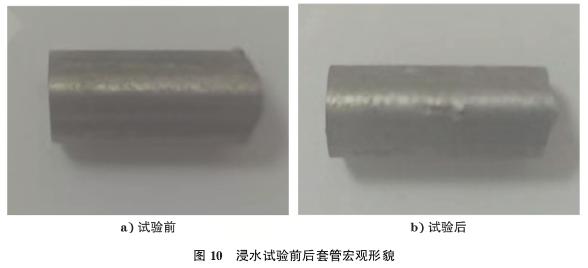
套管開裂均出現鼓脹現象,這是由于套管出現裂紋后,水分通過裂紋進人熱電偶絕緣層,絕緣層主要材料為MgO,而MgO遇水膨脹,從而使套管加速破裂。因此,在開裂的保護套管上遠離開裂處截取小段,置于蒸餾水中,24h后取出觀察,發現套管表面出現鼓脹裂紋。浸水試驗前后套管宏觀形貌如圖10所示
2綜合分析
開裂套管在制作過程中,拉拔等工藝使其出現冷作硬化現象,導致位錯的塞積和畸變能增加,對于單相奧氏體304不銹鋼來說,從熔融態到常溫態,--般不會伴隨著相變,但是當加工亞穩態的304不銹鋼時,會發生馬氏體相變,且馬氏體相變會引起加工硬化,使應力增大。在材料的顯微組織中存在--定量由形變誘發的馬氏體相。裂紋起始點均在誘發相變形成的板條狀馬氏體較為密集的部位,該部位由奧氏體與板條狀馬氏體兩相并存,形成較大的組織內應力,這種組織內應力多為拉應力。
材料表面加工質量、金屬材料的組織結構對其耐腐蝕性能具有顯著影響,表面質量越好,其腐蝕電位正移,亞穩態或穩態孔蝕就變得困難0。表面孔蝕活性點的“開放度”對亞穩態小孔形核和生長均有影響,表面越光滑、粗糙度越小,表面活性點越少,亞穩態孔的形核數目越少。因此,表面加工質量越好,表面缺陷就會越少,從而使材料的耐腐蝕性能提高。開裂套管內外表面均存在加工硬化層,套管壁厚不均勻,表面出現毛刺、缺肉等現象,使得套管耐腐蝕性能降低。
套管穿過鍋爐頂壁,爐內外溫差大,且由于套管壁厚不均,產生熱應力,套管總的內應力相繼增大;鍋爐內氣氛中有含CI、s3的腐蝕性介質。在應力和腐蝕性介質的作用下,套管產生應力腐蝕裂紋。據了解,在鍋爐起爐、停爐期間。空氣對流使爐頂壁.鋼板上產生冷凝水,腐蝕最嚴重位置正好在爐頂壁處,這是因為套管內的熱電偶絕緣層與水反應膨脹,短時間內便可以“脹”開套管,從而加速套管的開裂進程。
3結論
(1)套管的開裂原因主要是應力腐蝕,套管制造缺陷、鍋爐內氣氛中存在含有CI.S2的腐蝕性介質,為應力腐蝕提供了應力條件和腐蝕環境。
(2)鍋爐頂壁冷凝水流過套管裂紋,使得體積迅速增大,加速了套管開裂進程。

