濕熱箱用鎧裝熱電偶制作工藝規范
發布時間:2020-02-13
瀏覽次數:
[摘要]針對工業企業環境中濕熱箱對
鎧裝熱電偶的需求,根據熱電偶的結構特征和材料選取,系統地對其制作工藝規范展開探討,并提出在加工制作過程中的注意事項,為更好地生產制造可靠的鎧裝熱電偶及濕熱箱提供指導。
1前言
濕熱箱主要用于溫度應力檢測、溫度篩選、可靠性測試等,常應用在航空航天、國防軍工、電工電子、儀器儀表及石油化工等領域。WI02-01-13型濕熱箱采用新型制冷模式,單級壓縮機即可實現-80~150℃任意溫度調節。
鎧裝熱電偶是一種溫度傳感器,具有精度高、響應速度快、熱性能好、體積小、不怕彎曲、結構堅實、機械性能高、抗震、耐高壓沖擊、耐介質化學腐蝕性能好等特點[1]。1955年荷蘭研制出第一支鎧裝熱電偶,此后,世界各國在實體型溫度傳感器的研發方面取得了發展。目前,鎧裝熱電偶被廣泛地應用在科研、生產及開發等領域[2]。
WI02-01-13型濕熱箱所使用的鎧裝熱電偶主要是由熱電偶絲、鎧裝套管、內絕緣保護層以及熱收縮封裝套管組成,其主要結構如圖1,2所示。
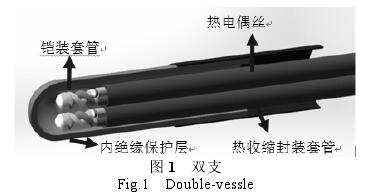
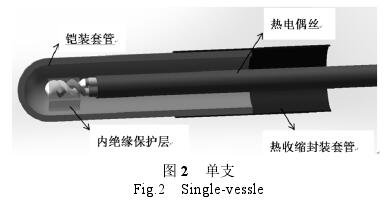
圖2
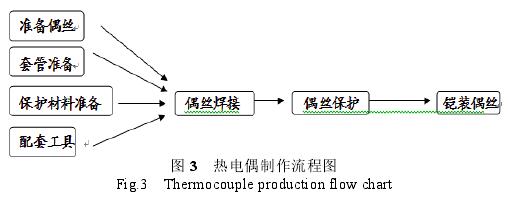
2鎧裝熱電偶制作流程
鎧裝熱電偶的制作一般包括原材料的準備,偶絲焊接、偶絲保護和鎧裝偶絲等[3]。其制作流程如圖3所示。
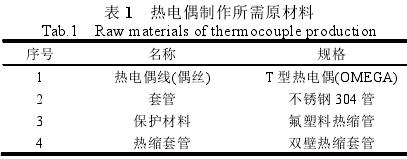
2.1熱電偶原材料的準備
熱電偶制作所需原材料如表1所示。
2.2熱電偶制作步驟與方法
2.2.1偶絲焊接前的處理
使用刀片(剪刀)等工具剝開外層玻璃纖維,偶絲裸露部分長度約為1cm,將偶絲的待焊端氧化層清除干凈,把兩根偶絲并在一起,用平嘴鉗將其夾平整,預留焊接夾鉗位置,以并排的形式準備焊接。
2.2.2偶絲的焊接
將兩根材質不同的偶絲并排焊接在一起,使其在測量端形成一個焊牢固、表面光滑,無氣孔、無夾渣的焊點直徑約為電極直徑兩倍的圓形小球。采用熱電偶點焊機對其焊接,焊接嚴格按照《熱電偶點焊機操作規程和流程》進行操作。操作過程中應注意以下幾點[4]:
(1)使用專用熱電偶夾鉗,并且佩戴防護眼鏡操作。
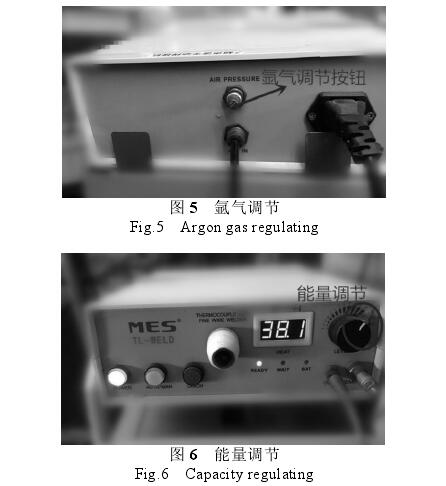
(2)焊接過程中保證氬氣通暢,并且提前確通氬氣,氬氣調整至最大處,焊接前旋轉熱能調節按鈕至38~41之間[5]。
2.2.3焊接端(測量端)的保護
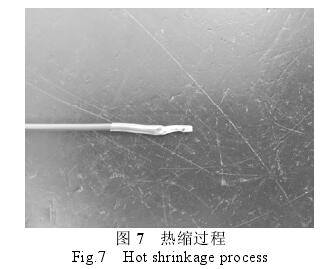
使用氟塑料熱縮管φ2.4,將熱縮管(約2cm長)封套熱電偶接觸點(測量端),然后使用熱吹風或者放入高溫箱內熱縮,如圖7所示。
2.2.4偶絲裝入金屬套管
將保護好的偶絲單支或者雙支裝入金屬套管內,深入到套管底部(需事先做好標記長度),過程中可撒入少量滑石粉增加偶絲潤滑性[6],若是雙支裝入金屬管內需避免交叉層疊伸入,如圖8所示。
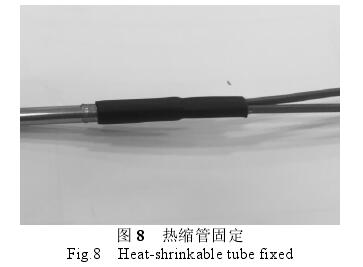
等確認偶絲完全伸進后,用長度為3cm左右的熱縮管將金屬套管與偶絲固定,套入金屬部分的長度為2cm左右,熱縮過程中注意溫度的控制,熱縮時間不宜過長,見其有明顯的熱縮效果時可停止[7],批量制作時放入高溫箱熱縮時應該注意:
(1)放入前確保除偶絲、金屬管、熱縮管外沒有其他物質帶入箱內。
(2)待高溫箱溫度達到80℃后將待熱縮的熱電偶小心放進箱內,再把箱內溫度設為120℃,加熱恒定五分鐘后恢復箱內至常溫后取出,輕微扯動金屬管與偶絲,確認不能抽出。
2.2.5絕緣電阻檢測
制作完成的熱電偶需要進行絕緣電阻的測量,使用兆歐表,測量電壓為500V,測量“L”端接熱電偶絲,“E”端夾住金屬外殼[8],測量結果應大于1000MΩ,測量過程中應該保證金屬外殼清潔干燥,并且正確使用兆歐表。
3鎧裝熱電偶注意事項
(1)根據自編熱電偶型號,選擇材料(套管直徑、熱縮管、長度選擇等)
(2)為避免偶絲吸入潮氣而使絕緣電阻降低,所以鎧裝熱電偶套管切口應及時密封。

