

摘要:熱電溫度計是由熱電偶、補償導線及測量儀表構成的,熱電溫度計是由熱電偶、補償導線及測量儀表構成,準確迅速的測量切削區的溫度使用熱電偶法直接測量是簡單而有效的手段。在實際應用中,應根據不同的加工情況,選擇不同的形式的熱電偶類型以及布置方式。
1、引言
切削溫度與刀具磨損、工件加工表面質量及加工精度密切相關,而使用紅外輻射、超熱輻射等非接觸式的測溫方法只可以實現局部切削溫度的間接測量。因此,在實際加工過程中,為了直接、迅速且可靠的得到加工區的實際溫度,一般仍采用接觸式測溫方法直接測量切削溫度。接觸測量法包括刀--工自然熱電偶法、人工熱電偶法、半人工熱電偶法等。
2、熱電偶的測溫原理
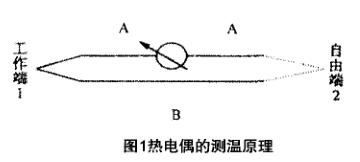
熱電溫度計是由熱電偶、補償導線及測量儀表構成的。其中熱電偶是敏感元件,它由兩種不同的導體A和B連接在一起,構成一個閉合回路當兩個連接點1與2的溫度不同時,由于熱電效應,回路中就會產生零點幾到幾十毫伏的熱電動勢,記為EAB。接點1在測量時被置于測場所,故稱為測量端或工作端。接點2則要求恒定在某-溫度下,稱為參考端或自由端,如圖1所示。
實驗證明,當電極材料選定后,熱電偶的熱電動勢僅與兩個接點的溫度有關,即
dEAB(t1,t2)=SAb× dt
比例系數SAB稱為熱電動勢率,它是熱電偶重要的特征量。當兩接點的溫度分別為t1,t2時,回路總的熱電動勢為

3、熱電偶測量切削溫度的方法
3.1自然熱電偶法
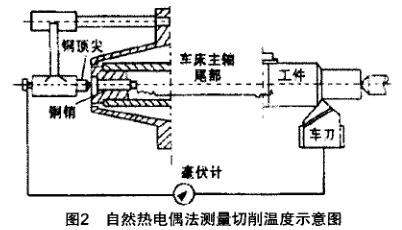
自然熱電偶法[1,2,3]主要用于測定切削區域的平均溫度。采用自然熱電偶法的測溫裝置如圖1所示。它是利用刀具和工件分別作為自然熱電偶的兩極組成閉合電路測量切削溫度。刀具引出端用導線接入毫伏計的一極,工件引出端的導線通過起電刷作用的銅頂尖接人毫伏計的另一極。 測溫時,刀具與工件引出端應處于室溫下,且刀具和工件應分別與機床絕緣。切削加工時,刀具與工件接觸區產生的高溫(熱端)與刀具、工件各自引出端的室溫(冷端)形成溫差電勢,該電勢值可用接人的毫伏計測出,切削溫度越高,該電勢值越大。切削溫度與熱電勢毫伏值之間的對應關系可通過切削溫度標定得到。根據切削實驗中測出的熱電勢毫伏值,可在標定曲線上查出對應的溫度值。
采用自然熱電偶法測量切削溫度簡便可靠,可方便地研究切削條件(如切削速度、進給量等)對切削溫度的影響。值得注意的是.用自然熱電偶法只能測出切削區的平均溫度,無法測得切削區指定點的溫度;同時,當刀具材料或(和)工件材料變換后,切削溫度一毫伏值曲線也必須重新標定。
3.2人工熱電偶法
人工熱電偶法(也稱熱電偶插入法)[1,2]可用于測量刀具、切屑和工件上指定點的溫度,并可測得溫度分布場和最高溫度的位置。人工熱電偶法測溫裝置如圖2所示。在刀具或工件被測點處鉆一個小孔(孔徑越小越好,通常<0.5mm),孔中插人 一對標準熱電偶并使其與孔壁之間保持絕緣。切削時,熱電偶接點感受出被測點溫度,并通過串接在回路中的毫伏計測出電勢值然后參照熱電偶標定曲線得出被測點的溫度。
人工熱電偶法的優點是:對于特定的人工熱電偶材料只需標定一次;熱電偶材料可靈活選擇,以改善熱電偶的熱電敏感性和動態晌應速度,提高熱電偶傳感質量。但由于將人工熱電偶埋入超硬刀具材料(如陶瓷、PCBN. PCD等)內比較困難,因此限制了該方法的推廣應用。
3.3半人工熱電偶法
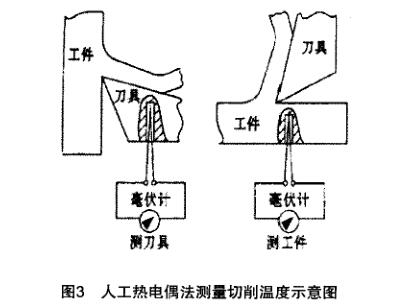
將自然熱電偶法和人工熱電偶法結合起來即組成了半人工熱電偶法[3]。半人工熱電偶是將一根熱電敏感材料金屬絲(如康銅)焊在待測溫點.上作為一極、以工件材料或刀具材料作為另-極而構成的熱電偶。采用該方法測量切削溫度的工作原理與自然熱電偶法和人工熱電偶法相同(見圖3)。由于半人工熱電偶法測溫時采用單根導線連接,不必考慮絕緣問題,因此得到了較廣泛的應用。
3.4等效熱電偶法
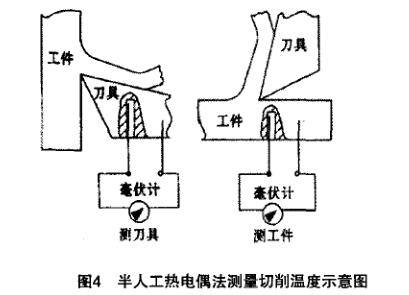
采用自然熱電偶法測量切削溫度時,由于溫升的影響,導線引出點的溫度已不是標定時的室溫,因此需要進行冷端溫度補償。但冷端溫度補償在原理和具體實現方法上均存在-定問題,如測量PCBN刀具的切削溫度時,由于作為熱電偶-端的PCBN復合片尺寸小、導熱系數大,導線引出點的溫升較大,影響測量精度,需要子予以消除,但采用接長刀片消除法在PCBN刀具上不易實現,若采用附加電勢消除法則因刀片引出點有溫升,所測電動勢也難以反映真正的切削溫度。此時,可采用等效熱電偶法[6,7]測量PCBN焊接車刀外圓車削的切削溫度,其工作原理如圖4所示。刀片與工件組成自然.熱電偶的兩極熱端為刀一屑接觸部分A(其平均溫度即為需要測量的切削溫度θ );冷端分別為工件與刀具的引出端。工件引出點C處的溫度為室溫θ 0,刀具引出點B由于距離刀尖較近而有溫升,由于B點溫度是測量計算切削溫度所必須的,因此需同時測量B點溫度θ'。測量時,采用一-標準熱電偶(NiCr-NiSi)測量B點溫度θ' (其中NiCr端也是主測量回路C-A-B的引出端)。測量得到兩個熱電動勢:E1為工件一刀具一導線(NiCr)所構 成的主測量回路產生的熱電動勢;E2為標準熱電偶(NiCr-NiSi)產生的熱電動勢。通過標定裝置獲得各材料間的熱電特性曲線,求出其斜率,再由測得的E1、E2計算出切削溫度θ為
綜上所述,為了正確迅速的測量切削區的溫度,使用熱電偶法直接測量是簡單而有效的手段。在實際應用中,應根據不同的加工情況,選擇不同的形式的熱電偶類型以及布置方式,這樣,既能保證測溫結果的正確性和實時性,又能降低測溫儀器的成本。
Copyright ? 2019 淮安忠和測控儀表有限公司 版權所有 ? 備案號:蘇ICP備12014865號-2
淮安忠和測控儀表有限公司專業成套供應商。品類齊全,價格優惠,歡迎新老客戶來電選購。
地址:江蘇省金湖縣工業園區環城西路269號
電話:0517-86933868
企業郵箱:jszhckyb@163.com