銑削熱電偶測溫系統參比端溫度動態補償
發布時間:2020-11-26
瀏覽次數:
摘要:對銑削測溫過程
熱電偶測溫系統的熱電勢采集模塊熱電偶參比端進行測溫,發現切削測溫過程參比端溫度具有動態變化的特征,用熱電阻來動態采集熱電勢采集模塊熱電偶參比端的溫度,并結合數據庫實現對參比端溫度的動態補償,從而實現對切削測溫點溫度的測量.測溫對比實驗表明基于數據庫和熱電阻的熱電偶測溫系統能實現參比端溫度的動態補償.
切削熱(溫度)是用來表征、評價刀具或工件材料切削特征的常用物理量之一.在進行非旋轉類刀具的切削熱研究時,熱電偶是常見的測溫工具.然而對旋轉類刀具(如銑刀),主要有紅外測溫和加強光CCD等非接觸式技術,這些技術僅能從宏觀上描述溫度場的分布,測量誤差較大[5-6).能方便地實現銑削溫度的測量--直是刀具研究領域的一項急待解決的基礎問題.雖介紹了多種應用于銑削測溫的熱電偶有線測溫方法,但用有線的方法把被測對象的熱電勢信號引出到靜態測設備,在信號引出過程容易發生附加熱電勢,并且結構復雜、穩定性差.
本文首先對熱電偶無線測溫系統的熱電勢采集模塊上熱電偶參比端的溫度進行測溫實驗,針對切削測溫過程熱電偶參比端溫度具有動態變化的特征,提出用熱電阻來動態采集熱電勢采集模塊熱電偶參比端的溫度,最后結合數據庫實現對參比端溫度的動態補償,實現對切削測溫點溫度的測量.
1熱電偶法參比端溫度精確補償
測溫熱電偶在回路中產生電勢

式(1)中,ƒ(t)為測量端溫度t時的函數,ƒ(t0)為參.比端溫度t0時的函數.熱電偶分度表中的熱電勢值都是在參比端溫度為0(℃)的情況下給出的,實際工程中參比端的溫度不為0(0℃)就必須得:

式(2)中,E.(t,o)為熱電偶測量端溫度為t及參比端溫度為0℃時的熱電勢;E(t,o)為熱電偶的測量端溫度為t和參比端溫度為t0時的熱電勢;E.(t0,o)為熱電偶的測量端溫度為t0時所應加的校正值.因此,只要知道熱電偶參比端的溫度t0,就可以從分度表查出t0對應的熱電勢E.(t0,o),將這個值與E.(t,t0)相加得到E(t,t0),再從分度表查得E(t,0)對應的溫度值.
用熱電偶銑削測溫系統進行銑削溫度的測量時,其熱電勢采集模塊參比端溫度為恒值還是變值?如果為變值則需進行熱電偶參比端溫度的動態測定和補償.
2基于數據庫和熱電阻實現參比端溫度動態補償
2.1.測量熱電偶參比端溫度
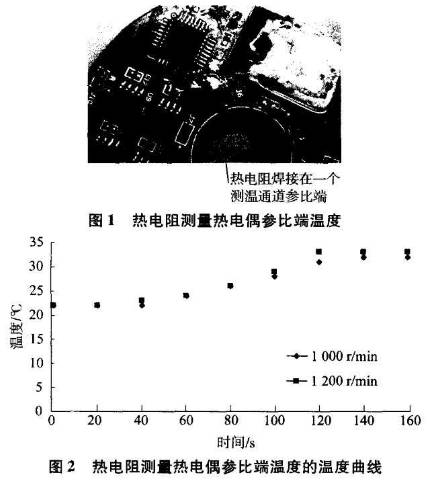
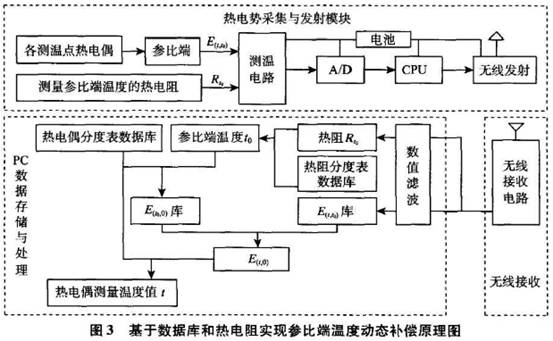
把熱電偶無線測溫系統的熱電勢采集模塊套在距離刀頭50mm處的銑刀外圓.熱電阻用焊錫固定在熱電偶無線測溫系統的熱電勢采集模塊的熱電偶參比端(見圖1),進行切削并測量熱電偶無線測溫系統的熱電勢采集模塊熱電偶參比端的溫度值,獲得的溫度曲線如圖2,切削參數:工件材料:45鋼;淬火硬度(HBS):187;強度(GPa):0.637;銑削刀具:高速鋼,φ16x100,4刃;機床型號:HYM600A數控銑床;主軸轉速n/(r·min0
-1'):1000,1200;進給量ƒ/(mm.r
-1):0.1;軸向背吃刀量αpa:/mm:8;徑向背吃刀量αpt/mm:1.5.
從圖2可知,銑削過程熱電勢采集與無線發射模熱電偶參比端的溫升達10℃以上,隨切削參數增大上升幅度還有增大的可能,因此對參比端的溫度進行實時補償就顯得非常重要.產生溫升的原因在于:1)環境溫度影響參比端的溫度;2)熱電勢采集與無線發射模塊套在銑刀外圍,銑刀上的熱量會傳人熱電勢采集與無線發射模塊;3)切削過程大量的切削熱散入空氣,熱電勢采集與無線發射模距切削區很近,熱空氣會影響熱電勢采集與無線發射模塊參比端的溫度.諸多因素使得熱電勢采集與無線發射模塊參比端的溫度在切削過程發生明顯變化.為此進行參比端溫度的動態補償是非常必要的.
2.2基于數據庫和熱電阻實現參比端溫度動態補償
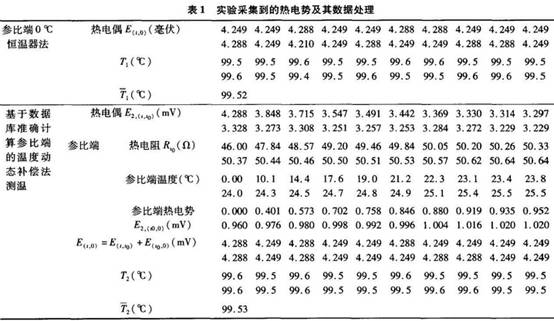
圖3為熱電偶參比端的溫度動態變化時,基于數據庫和熱電阻實現參比端溫度動態補償的原理圖.測溫點的熱電偶獲得E(t,t0)值,由于熱電偶參比端的溫度是動態變化的,而熱電阻測溫不存在參比端溫度補償的問題,因此用熱電阻來測量熱電偶參比端的熱Rt0.E(t,t0)和Rt0經過A/D轉換成數值信號,再經無線發射和無線接受裝置把數值傳輸到PC機,并分別儲存于數據庫E(t,t0)和Rt0數據庫.從在PC機建立的熱電阻分度表數據庫和熱電偶分度表數據庫.查熱電阻分度表數據庫得到Rt0對應的溫度值t0.由值to查熱電偶分度表數據庫,得到參比端的溫度值t0對應的熱電勢E(t0,t).E(t0,t)與E(t,t0)相加就得到E(t,0)由E(t,0)查熱電偶分度表數據庫,得到測溫點的溫度t.
3參比端溫度動態補償效果驗證
實驗原理:由式(1)知,用參比端0℃恒溫器法解決參比端溫度補償時,系統誤差為零.因此,分別用參比端0℃恒溫器法和上文討論的參比端溫度動態補償法實現的熱電偶有線測溫系統(這兩套測溫系統除參比端補償方法不同,其他部分都一致)同時測量燒杯中水的溫度.對比測量結果,如果結果--致,則參比端溫度動態補償法能有效實現參比端溫度補償.之所以采用有線的方法,是因為把熱電勢采集模塊置于恒溫器內,恒溫器會對無線信號進行屏蔽.
主要實驗儀器:容積為2升的燒杯--只;基于參比端0℃恒溫器法實現的自制熱電偶有線測溫系統1套;基于參比端溫度動態補償法實現的自制熱電偶有線測溫系統1套;0℃恒溫冰箱2臺,精度0.01;
鉑熱電阻1套;
鎳鉻-鎳硅熱電偶2套;PC機2臺;固定熱電偶的銅塊1塊;支撐銅塊的支架-個.
實驗步驟:
1)在PC機1中建立熱電偶熱電勢存儲數據庫E(t.to)和熱電阻信號存儲數據庫Rt。;
2)把熱電偶1和熱電阻與基于參比端溫度動態補償法實現的自制熱電偶有線測溫系統接好,并使該熱電偶測溫系統與PC機1正常通信,熱電偶1測溫端固定在銅環上,熱電偶金屬部分懸浮在水中不與燒杯壁和銅環接觸,確保熱電偶測量到的溫度為水的溫度.把該套測溫系統的熱電勢采集模塊置于溫度保持0℃的恒溫器1內,0.5h后進行第4步;
3)把熱電偶2與基于參比端0℃恒溫器法實現的自制熱電偶有線測溫系統接好,并使該熱電偶測溫系統與PC機2正常通信,同樣把熱電偶2固定在銅環.上,熱電偶金屬部分懸浮在水中.把該套測溫系統的熱電勢采集模塊置于恒溫器2內,并使溫度保持0℃,0.5h后進行第4步;
4)燒杯中水加熱致沸騰,關閉恒溫器1,并打開恒溫器門,制造一種參比端動態變化的測溫環境,同時啟動兩套測溫系統開始測溫,測溫時間為1800s,采集周期90s.表1為采集到的各種信號及信號處理結果.
由表1知,恒溫器1關閉并打開箱門后自制熱電偶有線測溫系統熱電偶參比端溫度會逐漸上升,即動態變化;各同一測溫時刻,兩套系統獲得的溫度值差不超過0.2℃;參比端0℃恒溫器法測溫獲得的平均沸水溫度`T1與參比端溫度動態補償法獲得的平均沸水溫度`T2幾乎一致(0.01℃),可見基于數據庫和熱電阻實現參比端溫度動態補償能對參比端溫度實現動態補償.
4結論
對銑削過程用于切削測溫的熱電勢采集與無線發射模塊熱電偶參比端的溫升達10(℃)以上,用熱電偶測溫時候必須進行參比端溫度的動態補償;各同一測溫時刻,兩套系統獲得的溫度值差不超過0.2℃,參比端0℃恒溫器法測溫獲得的平均沸水.溫度`T1與參比端溫度動態補償法獲得的平均沸水溫度`T2幾乎--致(0.01℃),基于數據庫和熱電阻能實現參比端溫度動態補償能對參比端溫度實現動態補償.

