加熱爐熱電偶的選型及誤差分析
發(fā)布時間:2023-12-21
瀏覽次數(shù):
摘要:對熱軋加熱爐爐膛溫度測量系統(tǒng)進行了簡介,分析了目前
熱電偶選型及影響溫度測量的幾個方面問題。
熱軋步進梁加熱爐項目,是經(jīng)國務(wù)院批復(fù)的邯鋼結(jié)構(gòu)優(yōu)化、產(chǎn)業(yè)升級總體規(guī)劃”中的重點配套項目之一。熱軋加熱爐系統(tǒng)是由4座產(chǎn)能為375th的步進式加熱爐組成的爐群系統(tǒng)。采用的是數(shù)字化加熱爐技術(shù)。四座加熱爐爐型配置相同,該項目在多項技術(shù)領(lǐng)城,代表了目前加熱爐技術(shù)的前沿,比如,采用了全數(shù)字化脈沖燃燒,燒嘴采用全側(cè)向布置火焰長度可調(diào)燃燒器,二級控制采用模糊邏輯等。
1測量過程概述
加熱爐爐膛溫度是熱軋加熱爐設(shè)備的重要控制指標,控制參數(shù)的變化直接影響用戶的產(chǎn)品質(zhì)量,它是采用一次測溫元件熱電偶一補償導(dǎo)線一PLC模塊一進行顯示(控制),崗位操作按要求進行記錄。
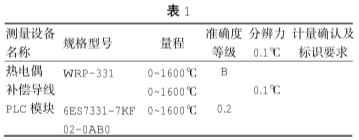
(1)測量設(shè)備:由熱電偶、補償導(dǎo)線、PLC模塊組成測量系統(tǒng)。
(2)參數(shù)控制依據(jù)文件:參考加熱爐崗位操作工藝文件溫度范圍在(100~1300)℃,考慮被測對象存在允許容差和工藝波動,測量過程范圍應(yīng)在(800~1500)±25℃。
(3)允許最大測量誤差:MPE=(±25×(1/3-1/10))=(±25x1/3=±8.3℃(取1/3)。
(4)允許測量擴展不確定度:U=25×2/(6×1.1)=7.6℃
2建立測量數(shù)學(xué)模型
Y(出鋼溫度)與×(PIC顯示值)和D(熱電偶)之間的函數(shù)關(guān)系式:Y=X+D
標準不確定度的來源及分量評定:(由于條件限制,不能評定重復(fù)性測量引用的標準不確定度分量)
在保證熱電偶的插人深度,保護管完好及外部干擾忽略的情況進行以下分析:
(1)PLC示值誤差引人的B類標準不確定度ubl(矩形分布)ub1=0.2各×1600√3≈1.85℃。
(2)PLC示值分辨力引入的B類標準不確定度ub2(矩形分布)ub2=0.29×分辨力-0.29x0.1=0.03℃。
(3)補償導(dǎo)線引入的B類標準不確定度ub3(矩形分布)ub3-2.51√3-~1.44℃。
(4)熱電偶引入的B類標準不確定度ub3(矩形分布)ub3=2.7/√3≈1.46℃。
(5)以上不確定度分量不相關(guān),合成標準不確定度:
uc=(ubl2+ub22+ub32+ub42)1/2-2.77℃,式中:uc計算各個量的均方根。
(6)計算擴展不確定度:U=uexk,令k=2,U=5.54℃。
(7)測量結(jié)果表示Y=(HMI示值±5.54)℃,k=2。
3本測量過程有效性確認
熱軋廠設(shè)備室組織,由板加電氣作業(yè)區(qū)、加熱爐崗位操作者參加,對該測量過程的有效性進行了評審,具體確認方法如下:
(1)首先在本測量過程各要素,人、機、環(huán)、法均受控條件下,開展實測工作;對測量結(jié)果的誤差,測量不確定度進行分析,判斷其是否滿足本測量過程的特性要求(如:測量誤差和測量不確定度)。
(2)分析了測量結(jié)果不確定度(詳見不確定度評定報告),結(jié)果Us=5.56℃,k=2,小于測量過程計量要求,U95=7.6℃,k=2,
綜上所述,本過程為有效測量過程。
4結(jié)語
通過對加熱爐溫度測量過程進行分析,影響測量精度的各個因素,可以對影響環(huán)境進行改善,做到即可滿足生產(chǎn)工藝的要求,選用合適的熱電偶又能控制成本。

