陶瓷窯爐熱電偶提高測量精度方式
發布時間:2024-09-02
瀏覽次數:
[摘要]文章陶瓷窯爐溫度測量的幾種方法以及當前通常采用的溫控方式,通過對瓷廠動力窯溫度的現場測試,陶瓷窯爐通用的S型熱電偶測量的正確性情況,提出了工業窯用熱電偶溯源的途徑和方法的幾點建議,為陶瓷企業
窯用熱電偶測溫準確性的評判提供了一種新的鑒定方法,幫助企業更好地了解和掌握窯爐運行時溫控的實際狀況,以提高陶瓷窯爐的燒成質量,減少不必要的能源浪費,達到節能減碳的目的;同時也可有效地提升陶瓷行業高溫計量的正確。
引言
作為陶瓷產品的主要燒成設備,窯爐正常運行時的工作溫度是一個很關鍵的熱工參數,也是影響陶瓷燒成質量的重要因素:同時決定了窯爐系統運行的可靠性和安全性以及節能減碳目標的大小,因為窯爐溫度直接影響著燒成時間的長短和能源消耗的多少田。目前,陶瓷窯爐溫場的監測方法大多采用熱電偶測溫與肉眼觀察窯內火焰顏色和亮度來判斷火候(即溫度的高低)”。
陶瓷窯爐的溫控系統是非線性、純滯后的,而窯內溫場的變化又是一個復雜的過程”。為了能夠及時、正確地掌握窯爐的運行情況,需要測量窯溫等熱工參數,以對窯爐的溫度等動態參數的變化進行實時監測:同時也為窯爐監控人員提供相應的監測數據及燒成曲線等有關信息。因此,陶瓷窯爐溫度測量的準確性一個極其重要的研究課題,它對于陶瓷產品質量的穩定控制、能源消耗的減少都有著舉足輕重的參考價值。
有關陶瓷窯爐熱工特性的影響因素的研究有很多,影響陶瓷燒制品質量的陶瓷燒成溫度控制和窯內溫場均勻性的也不少:但鮮少見到關于陶瓷窯爐溫度測量正確性方面的。且用于窯爐控溫的熱電偶測量結果的量值溯源對于節能減排的價值與意義相關的文獻資料就更少。
分析了當前陶瓷窯爐的溫度監測現狀,以生產酒瓶的氣燒動力窯為例,通過用已溯源校準的一級
鉑佬10-鉑熱電偶對窯內溫場進行了現場測試,用于測量窯溫的
S型熱電偶的準確性對陶瓷窯爐燒成工藝控制的重要性,即制定更為合理的溫度曲線,可降低燒成溫度以減少能源的浪費。同時,建議企業在定制陶瓷窯爐時,要求供應商提供窯用熱電偶準確度情況的溯源報告或其校準證書;或可在每年檢修窯爐時,將其拆下送檢;并在必要時,測試方法進行現場測量比對。
1陶瓷窯爐溫度測量
陶瓷窯爐對陶瓷產品的品質起著決定性的作用,其燒成工藝中窯溫的控制關鍵,溫度的精準控制直接影響了燒制品的質量。顯然,控制溫度就是為了掌握陶瓷窯爐內的溫度變化過程,以便根據燒成工藝要求實時進行調節,這就需要對窯內的溫度進行測量。
1.1陶瓷窯爐溫度測量方法
肉眼觀火、吐痰入窯、鉤照子等都是傳統的了解窯爐溫度的方法。這些方法簡單實用,但也只有豐富經驗的燒窯師傅才能運用它。隨著測溫技術的發展,而有了測溫錐、測溫環、測溫塊、熱電偶、光學高溫計、紅外測溫儀等現代的窯溫測量手段。
測溫錐是用陶瓷原料經特定配方制成的三角錐,在一定的溫度下錐內復相體系因重力作用而變形,不同的錐號對應不同的溫度,從而可根據所用測溫錐的錐號來確定所測量的溫度。從觀火孔能夠肉眼看到的窯車上相應的位置安放測溫錐,可在燒成過程中觀察測溫錐彎倒情況,從而確定錐倒時其所在窯內位置的溫場溫度。
測溫環、測溫磚是由氧化鋁和其他陶瓷粉體經壓制成型,與其他陶瓷坯體--起放置窯內,隨著窯爐溫度的上升,產生體積收縮。出窯冷卻后,用千分尺測量測溫環的外徑、測溫磚的長度,再查相應同批號的測溫環、測溫磚的對照表就可以知道燒結溫度。熱電偶的測溫原理是熱電效應,測溫時可直接把溫度量轉換成電學量,熱電偶因其輸出信號穩定、熱電勢較高、線性較好、靈敏度高等特點,特別適用于溫度的自動調節和自動控制,已被廣泛應用于一-200~2500℃的氣體、液體和蒸汽等介質溫度的測量。
光學高溫計和紅外測溫儀都是基于普朗克輻射定律的非接觸式測溫原理進行測溫的,并不會對被測對象的溫場分布造成影響,而被普遍用在熱電偶不適用或不能使用的情況下:兩者均可測量高溫,但前者是根據輻射亮度測溫,測量范圍為700--3200℃,后者是根據紅外線輻射測溫,從零下幾十攝氏度的低溫到3000℃的高溫均可測量。
1.2陶瓷窯爐溫度測量現狀
由上述陶瓷窯爐測溫方法對比可知,光學高溫計只能測量700℃以上的溫度,并且與測溫錐、測溫環、測溫塊一樣,不能實現溫度信號與電信號的轉化。而熱電偶可配以溫度二次儀表,將溫度信號實時轉化為電信號,通過連續測溫來實現陶瓷窯爐溫度的自動化監控。因此陶瓷窯爐溫度測量使用較多的還是熱電偶。即用熱電偶作為傳感器將溫度信號轉變為毫伏信號輸入到人工智能調節器,由人工智能調節器根據設置的燒成溫度曲線控制電動調節閥,進而調節燃氣壓力來實現陶瓷窯爐溫度的自動化控制。
目前,陶瓷間歇式窯爐工況監測方式基本上是通過熱電偶實時監控和測溫錐彎倒來判斷窯內最低溫區是否達到最高燒成溫度的方法,其中自吸式引射梭式窯溫度控制大多因為只在窯頂中心位置插入了一支熱電偶而還需要人工觀火,即司窯工通過觀察火焰的顏色變化,憑經驗來判斷火候,以了解窯爐內陶瓷燒結狀況,從而調節燃氣的閥門數量來控制窯爐溫度,這是非自動化控制的陶瓷梭式窯燒成狀態判斷的主要輔助方法。對于連續式陶瓷窯爐,其預熱帶、燒成帶、冷卻帶的每一節區都有熱電偶進行實時測溫,還會定期和有需要時使用測溫環/測溫塊來測量窯爐的最高燒成溫度。
2陶瓷窯爐測溫方法準確性的對比分析
當前,相對于其他窯溫測量方法來說,熱電偶與溫度二次儀表由于其性能穩定,具有測量正確、測溫范圍寬等優點,還可進行遠距離測控,而在陶瓷窯爐的測溫技術中應用最為廣泛。但熱電偶測溫僅僅是監測其工作端所在位置于窯爐內測溫點的溫度,而不能反映其所在溫場的溫度。
雖然光學高溫計的測量精度可達到1%,紅外測溫儀的精度高可達到0.1%。但由于窯爐運行的實際環境條件的限制,光學高溫計和紅外測溫儀的可靠性和抗干擾性都不高,.故很少用于窯爐溫場的監測,最多只是偶爾被用來進行熱工測量。
根據需要,測溫錐、測溫環、測溫塊可擺放在窯內的不同位置(測溫錐只用于擺放在間歇式窯內,并可通過測溫孔觀察到的位置),其與窯內制品同時承受窯內輻射熱、傳導熱過程,能反映燒制品在窯內的受熱狀態,測定燒制品的最高燒成溫度:因此能簡易、方便地測定爐內溫場三維空間中各測試點的最高溫度。它們只能測量窯內空間某-點的最高溫,而不能進行連續測溫。其中測溫錐的測溫精度較低,兩相鄰錐號之間溫差一般在20℃左右,一般用于非自動化間歇式窯爐的最高燒成溫度的監控。
3動力窯溫度測量結果正確性的研究
隨著當代測溫技術的進步,測量儀器和測量系統性能的不斷提升,陶瓷窯爐的熱工控制對測溫儀器的精度、測量結果的正確度的要求也越來越高。無論是什么類型的陶瓷窯爐,用于窯內溫度的監測手段都少不了要在窯爐上安插熱電偶。而熱電偶的性能因使用的溫度不同而變化很大。因為熱電偶絲材料熔點高的在較低溫度下使用時,與熔點溫度不高的材料相比,它的計量性能不太理想。所以,長期插入陶瓷窯爐內的工業熱電偶在實際工況下的測溫正確性值得關注。熱電偶是一種常見的接觸式溫度傳感器,其測溫元件連續使用一段時間之后,它的熱電特性可能會發生變化;倘若變化顯著,則會嚴重影響它的測溫正確性。
影響熱電偶測溫準確度的因素有很多,如熱電偶絲的原材料純度、材質的均勻性、加工應力的消除與加工過程中的雜質污染、熔鑄工藝過程中的熱平衡的維持,熱電偶絲是否退火充分,以及熱電偶的使用環境、條件等等,都會對熱電偶的熱電性能產生很大影響。工業熱電偶在使用過程中的測量穩定性對陶瓷窯爐溫度監控的影響很大,熱電偶絲的不均勻熱電勢也會影響熱電偶測溫精度復現性、穩定性的控制,而且是熱電偶校準過程中測量不確定度的主要來源之一。
動力窯通常是采用多個高溫調速燒嘴的分區設置熱電偶測溫的自動化監控梭式窯。現階段因內大部分陶瓷窯爐的窯溫控制主要是通過調節燒嘴燃氣量來實現,并使用溫度傳感器一熱電偶來測量每個燒嘴附近的溫區的溫度。各溫區均由一臺單回路調節器帶動執行電機,通過調節燃氣、助燃空氣聯動閥門進行控制。熱電偶測得的溫度,由數模轉換器轉換,通過TCP/IP通訊進入DCS寄存器中,根據反饋信號和燒成曲線設定值做比較,經PID控制器處理后的輸出值傳給電磁閥,從而達到控制窯溫的目的。這樣將燒成曲線存入工控機中,窯內各溫區的溫度就會按照給定的曲線自動升溫或保溫。
3.1動力窯溫度測量準確性的現場測試
以某瓷廠燒制酒瓶的氣燒動力窯為研究對象,對該窯幾個溫區的溫度進行現場測試,并就其安插在窯內相應溫區的工業熱電偶的測溫準確性進行分析。
此窯容積為40m3,兩側窯墻共安插15只高速調溫燒嘴,.左右兩側各有7只、8只,每側燒嘴上、中、下三層交錯呈品字形排布,兩側燒嘴也是交錯排布,使得從兩側窯墻噴入窯內的火焰不相撞,每只燒嘴對應一溫區實行溫度自動控制,在每個燒嘴對面的窯墻上安裝一支分度號為S的鉑佬-鉑熱電偶,用于測量其對應溫區的溫度。
該動力窯是通過窯爐控制系統設置熱工參數進行自動化燒成的,其分為15個溫區,共有15個溫度測量點,同時每個溫控區均配有電磁閥,司窯工也可根據實際需要進行手動調節。
3.1.1現場測試方法
選用6支經419.58~1084.88℃一等標準鉑佬10-鉑熱電偶(總不確定度δ=0.6℃,k=3)溯源校準的0~1600℃一級鉑佬10-鉑熱電偶(允許示值誤差△=1C)插入動力窯觀火孔測溫,采用補償導線和航空插頭與巡檢儀連接,通過巡檢儀的溫場自動測試系統實時記錄各熱電偶測溫點的溫度數據。
3.1.2測量結果對比
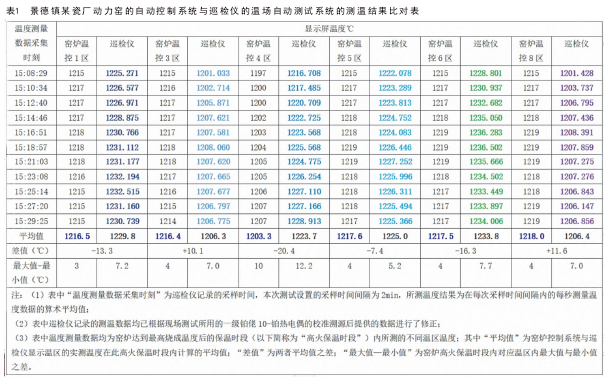
巡檢儀連接的6支--級鉑佬10-鉑熱電偶測量的溫度分別對應的是工業窯用熱電偶所測窯內1區、3區、4區、5區、6區、8區的溫度,將其測量結果與動力窯控制系統顯示屏所示的相應溫區的實際溫度進行比較,發現兩者溫度量值相差較大。
3.2動力窯溫度測量結果分析
現場測試時,從動力窯觀火孔插入窯墻的熱電偶測量端深進窯內出墻壁4~5cm.觀火孔中心點與安裝在兩側窯墻上的控溫熱電偶的墻面距離為7~8cm,在燒成最高溫保溫21min的時段內,檢測熱電偶與窯內控溫熱電偶的工作端所處溫區的測量空間約0.5dm范困內的溫度,可視為均勻波動,即其對兩者測量結果的影響在儀器準確度等級所允許的測量誤差范圍內可忽略不計。
據該廠有著二十多年燒窯經驗的司窯工介紹,企業一般只在每年春節前停窯檢修時,將發現有問題的窯用熱電偶拆下來,用萬用表測其電阻檢查通斷情況,如果壞了又修不了就直接更換,從未送去檢測技術機構進行計量校準。顯然,根據表中溫度測量結果的數據對比不難得出以下結論:.
1)從表中窯爐控制系統與巡檢儀顯示的溫區實測溫度在高火保溫時段內“平均值”的“差值”來看,工業窯用熱電偶測量結果的準確性與溯源后符合要求的一級鉑佬10-鉑熱電偶的測量準確性還是有明顯差距的,“差值”反映了現場測試所測溫區的溫度都存在著較大的正偏差或負偏差。
2)表中“最大值一最小值”的計算結果對比,可以看到工業窯用熱電偶與溯源熱電偶雖然都是同類型的溫度傳感器,但兩者給出窯爐溫場溫度變化信息時的靈敏度的差距:同時,從燒成過程中溫度測量的準確性對窯爐燒成工藝控制的影響來看,還反映了工業窯用熱電偶的計量性能的差異。
4建議
1)陶瓷窯爐一-般都是定制的,定制時企業可要求供應商提供工業窯用熱電偶準確度情況的溯源報告或其校準證書。
2)企業在每年檢修陶瓷窯爐時,可將其插入窯內的工業熱電偶拆下來,送往具備檢測資質的技術機構進行校準溯源。
3)必要時,按本文測試方法進行現場測量比對,以作修正。

