高溫熱電偶保護套管泄漏的原因及預防
發布時間:2020-09-09
瀏覽次數:
摘要:
熱電偶長期承受高溫高壓及高質量流速的汽水沖擊,尤其在惡劣工況條件下,對其本體安全性的要求非常高。介紹了汕尾電廠兩起
高溫熱電偶保護套管的失效事故。分析認為,保護套管的力學性能不佳,以及安裝時未按工藝要求進行施工,是導致保護套管開裂的主要原因。針對失效的原因,提出了相應的預防和改進措施。
1概述
作為測溫用的接觸式熱電偶,以其性能穩定、正確可靠、結構簡單、使用方便等優點,在火電廠的測溫系統中得到了廣泛應用。因熱電偶測溫常處于高溫狀態下,所以,熱電偶的套管發揮著重要的保護作用,保護套管的安裝方式及材料性能,直接影響熱電偶的使用壽命及測溫工作的穩定性。作為四大管道上的測溫附件,熱電偶長期承受高溫.高壓及高質量流速的汽水沖擊,對本體附件安全性的要求非常高,尤其是在工況惡劣條件下,更需對其安裝及材料材質的選用提出更高的要求。
2套管的泄漏現象
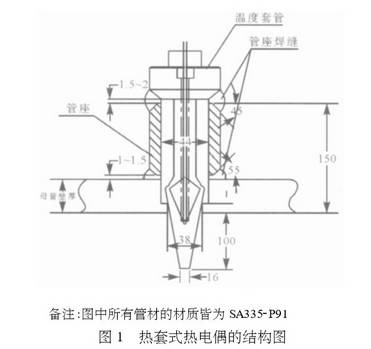
汕尾電廠1號、2號機組為600MW超臨界機組,主汽額定參數:溫度為566C;壓力為25.4MPa。主蒸汽管.上裝有熱套式熱電偶進行溫度測量,熱電偶的結構簡圖見圖1所示。
2008年7月23日,對1號機組進行了計劃性檢修,在系統水壓試驗后,發現主蒸汽管上主汽門前一處熱電偶的保護套管有泄漏現象,取出此套管,經檢查發現套管的根部存在裂紋。此后不久,在2號機組的主汽管.上,也發現了熱電偶的保護套管存在泄漏現象,取套管后檢查,與1號機組保護套管的失效情況相同,此時,距機組正式投產發電還不到半年時間。
3對套管的檢查及材料分析
3.1現場檢查情況
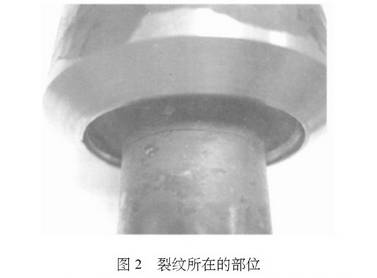
現場檢查保護套管的安裝情況,此套管插入主蒸汽管的深度為98mm,在套管與主蒸汽管的接觸部位有磨損的痕跡,并有安裝焊接時為調整對口間隙而打磨套管的痕跡。套管的實物圖像及裂縫位置,見圖2所示。
對失效套管進行觀察,斷裂面無塑性變形痕跡,斷口表面平整,邊緣無剪切唇;斷口表面呈顆粒狀,顏色灰暗,斷口的部分部位有貝殼狀條紋,從斷裂面可看出明顯的材料疲勞特征。
3.2試驗分析
3.2.1化學成份分析
保護套管的材質為SA213-T91,失效試樣的化學成分與美國工程師學會制定的鍋爐及壓力容器規范第I卷A篇《鐵基材料》(以下簡稱ASME規范)對比如表1所示。其化學成分基本符合ASME規范要求。

3.2.2金相分析
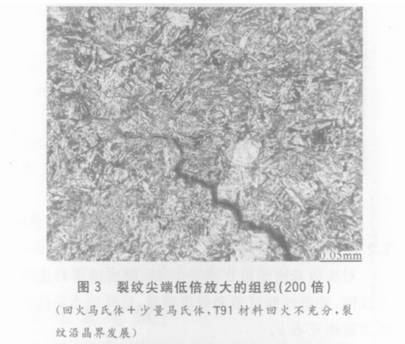
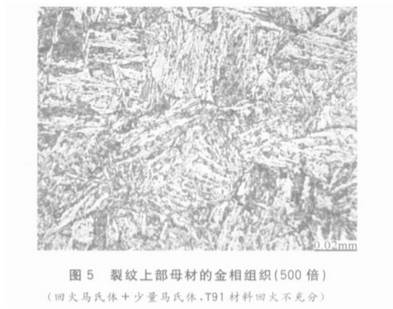
在套管的不同位置取樣進行金相組織分析,分.析結果顯示,在試樣中殘留少量馬氏體,說明材料在熱處理過程中回火不充分,見圖3~圖6所示。


3.2.3力學性能
對失效套管切取了部分材料,制成試樣后進行了拉伸、沖擊性能試驗和硬度測量,試樣的力學性能測試數據見表2。

4檢查及測試后所得結論
4.1保護套管的材質化學成份基本符合ASME規范的要求。.
4.2金相組織顯示,裂紋沿晶界擴展,試樣中殘留少量馬氏體,說明套管材料在熱處理過程中回火不.充分。
4.3力學性能結果顯示,抗拉強度和屈服強度均符合標準要求,但硬度值偏高,材料的延伸率低于標準要求,材料的塑性下降。
4.4套管的插入深度為98mm。套管的有效插入深度(從管內壁算起),按1990年頒發的SDI279--90《電力建設施工及驗收技術規范(熱工儀表及控制裝置篇)》沖規定:高溫高壓蒸汽管道的公稱直徑等于或小于250mm時,有效插入深度宜為70mm;公稱直徑大于250mm,有效插入深度宜為100mm。本次失效熱電偶裝配在規格為ID292X53mm的主蒸汽母管上,保護套管的插入深度符合規范要求。
5套管的失效原因
5.1從金相組織分析可以得知,裂紋尖端沿晶界擴展,有明顯的脆性斷裂特點;套管試樣中殘留少量馬氏體,馬氏體是因回火不充分而存留的組織,少量馬氏體的存在,使套管材料在硬度上偏高,材料的脆性增大,從而降低了材料的韌性。
5.2安裝時打磨溫度套管的原因。安裝套管時,因無法與管座的頂部進行組對焊接,而采取打磨溫度套管的三棱錐與母管接觸的部位來調整間隙,在打磨過程中,由于打磨不均勻導致套管三棱錐部位與母管內孔接觸存在間隙,而套管在運行中,受到了高溫高壓蒸汽的持續沖擊力,這部分間隙使套管在強大沖擊力的作用下更容易發生共振。
5.3分析認為,共振是造成熱電偶套管斷裂的主要原因。當汽流旋渦主導的頻率很接近套管固有振動頻率時,則發生共振。當產生共振現象時,套管就會出現周期性的交變應力。如果熱電偶套管長久地承受很強的交變應力,套管某些應力最高的部位就會產生高周疲勞,在蒸汽的沖刷下,疲勞裂紋擴展,很快就會產生斷裂。
5.4在上述兩個原因的綜合作用下,使得套管結構最薄弱的地方在承受工作應力較低(通常遠遠低于材料的屈服強度)的情況下提前出現脆性斷裂。
6預防措施
6.1待機組停機時,擴大此種類型熱電偶的檢查范圍,爭取盡快消除機組中的該類溫度測點的隱患,提高機組安全運行的安全系數,減少和避免機組的事故停機。
6.2增加此類設備采購時材料性能的技術要求,保證加工保護套管用的原材料性能,規范設備到貨入庫檢驗流程。
6.3制定合理的安裝施工作業指導書,防止因安裝時遺留間隙的原因,導致高頻共振而發生的疲勞失效。
7結束語
通過對失效部件的材料性能試驗及安裝結構進行分析,得出材料性能及安裝工藝方面的問題,這些原因是使保護套管提前失效的主要因素,而套管本身固有的工作環境也是引發失效的原因之一。據此,提出了加強高溫測溫元件的材料質量監督,加強現場安裝質量監督及制定合理的施工工藝等措施,可最大限度地避免此類事故的發生。

