熱電偶簡易焊接制作方法及注意點
發布時間:2020-03-12
瀏覽次數:
摘要:
熱電偶作為實驗室測量溫度中使用較多的傳感器,在測試拆裝中容易損壞。為了減少熱電偶的報廢損失,本研究依托實驗室現有儀器設備,結合熱電偶的焊接方法,制作了熱電偶焊接工裝,使焊接后的熱電偶符合標準的要求,延長了熱電偶的使用壽命。
實驗室安全測試中使用最多的溫度測試傳感器是熱電偶。根據GB4706.1中11章的測試和OD-5014儀器精度限值的要求,測試發熱時溫度使用的細絲熱電偶是指線徑不超過0.3mm的J型、
K型熱電偶、
T型熱電偶。由于熱電偶的使用頻率高,使用量大。熱電偶的測試端容易損壞。經常需要自行維修。維修后,熱電偶需要滿足OD-5012及OD-5014的要求。使用熱電偶點焊機固然是一種修復方法,但其購買成本較高,以下介紹一款依托實驗室現有設備,較為實用簡單的自制工裝以滿足熱電偶焊接的需求。
1熱電偶焊接方法的選擇
熱電偶的焊接方法主要有5種,分別是氣焊法、電弧焊法、對焊、直流氬弧焊、鹽浴焊接法。電弧焊法又分為直流電弧焊法和交流電弧焊法。直流電弧焊法一般用于貴金屬熱電偶。而交流電弧焊法一般用于賤金屬熱電偶。
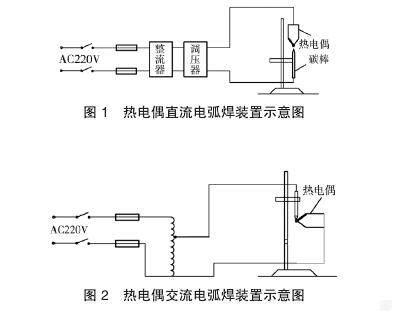
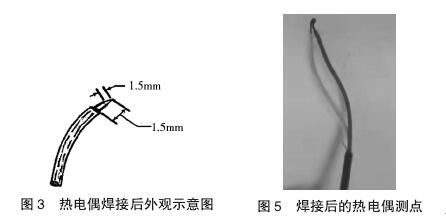
我們常見的點焊機是直流電弧焊法,示意圖如圖1,是由電容存儲的電量在閉合瞬間釋放出大電流,利用大電流穿過小面積時產生的局部熱效應達到焊接熱電偶的目的。把熱電偶的熱電極交叉疊放在點焊機的點焊棒上,在點焊鉗被壓合的瞬間,電路導通產生強電流,此時熱電極交疊點會產生瞬間的高溫,從而把熱電極熔合在一起。而交流焊接方法原理就是利用高溫電弧將熱電偶測量端融化為球。示意圖為圖2。設備結構上比直流焊接法簡單。便于制作。所以選取交流焊機法制作熱電偶焊接工裝。
2工裝的制作
2.1需要準備的設備和材料
自耦式調壓變壓器一臺(或者是交流變頻電源一臺),萬用表,2.5mm2導線若干,鱷魚夾,墨鏡和廢舊的一號干電池一節。
2.2制作及焊接步驟
(1)把一號干電池的碳棒拆出來,把一頭磨尖,將導線在碳棒上繞幾圈后用鋼絲鉗擰緊,然后接至調壓器低壓輸出端或變頻電源輸出端。輸出端另一極接熱電偶。
(2)調節電源輸出值至所需要的電壓,用碳棒尖端和雙絞的熱電偶相觸,利用尖端放電的電弧把雙絞的熱電偶兩極焊接。
(3)焊完后觀察焊點是否牢固,是否圓滑。
2.3焊接過程可能碰到的問題和注意事項
首先,制作工裝和焊接中要注意安全,操作人員需戴絕緣手套,使用適當絕緣夾具,佩戴墨鏡等防止危險發生。其次,剛開始焊接可能掌握不好,會出現焊點不圓滑或燒斷熱電偶的情況。容易燒斷熱電偶說明電壓高了,焊點不圓滑說明電壓低了。可以通過調整電壓后再次嘗試。焊接最重要的是電流合適,熱電偶材質,直徑不同,所需焊接的電壓也不同。根據經驗,安全實驗室使用的φ0.3mm的細絲熱電偶,所需的焊接電壓在18~20V之間。
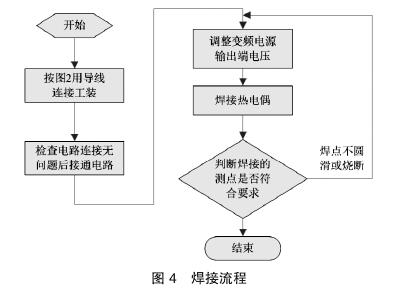
最后,焊接后的熱電偶外觀要符合OD-5012的要求,電極裸露1.5mm左右,最外絕緣層距熱端測點15mm左右(如圖3),并且熱電偶的結果需要符合1級精度的要求,這樣焊接好的熱電偶才能投入使用。
3試驗驗證
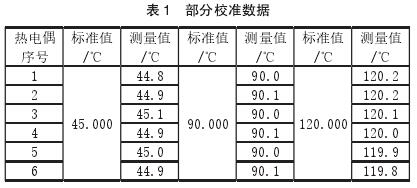
(1)以焊接實驗室常用的0.3mm線徑的T型熱電偶為例,選取5kVA艾諾變頻電源一臺,Fluke萬用表一臺,2.5mm2線若干,碳棒一個。按原理圖制作好工裝。按如下流程進行焊接。
(2)焊接后的熱電偶測點如下圖5。
(3)校準驗證結果見表1。
通過校準結果,我們可以看出,焊接后的熱電偶在使用的溫度區間內,校準的最大偏差是0.2℃。根據GB/T16839.1-2018的規定,焊接后的熱電偶在45~120℃范圍內滿足1級精度的要求。
通過實際焊接操作,發現最好要用穩壓電源供電,以避免電網電壓波動對焊接電壓的影響。其次,預估的焊接電流大約在18~20V,每次調整電壓不要過大,熱電偶焊接錢可以雙絞下,但不要絞的太多,絞兩絞就可以了。焊接時碳棒尖頭對熱電偶成垂直狀態。碳棒和熱電偶絲盡可能少接觸以避免滲碳。
總之,初次嘗試焊接時要多操作幾次,總結經驗后,就會焊接的很好。
4結語
從熱電偶焊接的原理出發,利用現有儀器設備詳細闡述了焊接工裝的制作,從而低成本地實現了熱電偶測點的修復。對于實驗室快速修復熱電偶并重新投入使用提供了可行的方法。

